MPR Racing Engines Installs DART Sleeves in Cobra Jet's Coyote Block
By Scott Parker
Photography by the author
While it is certainly true that there is no replacement for displacement, the real secret to making power is in the bore size. For example, the old F1 V-8 engines had a 3.85 x 1.56-inch bore and stroke. Modern Pro Stock engines aren't quite as lopsided, but are also considerably over-square. By comparison, the Coyote comes from the factory slightly under-square with a 3.63-inch bore and 3.65-inch stroke. But by opening up the cylinder bore to 3.70-inches you can reduce valve shrouding to increase the cylinder head flow, and even use bigger intake valves for even greater potential. Since most classes allow for up to a 3.700-inch bore with the Cobra Jet's Coyote engine, the folks at SAM Tech planned to take advantage for their latest build.

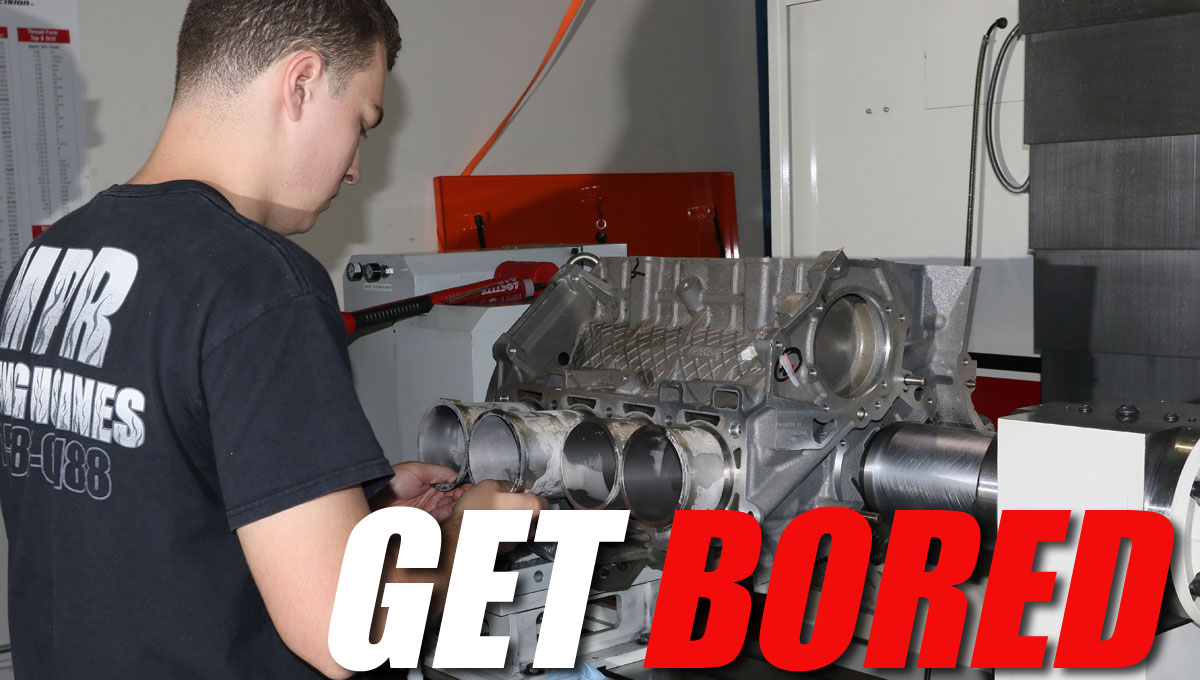
SAM Tech commissioned MPR Racing Engines in Boynton Beach, FL to install a set of Darton sleeves in the Cobra Jet's aluminum FRPP engine block. MPR worked with Darton to develop dry sleeves for the Coyote block, following MPR's successful mod motor program. As is common with OEM aluminum blocks, the Coyote uses cast iron cylinder liners. Unfortunately these liners are only .060-inch-thick. When machined to 3.700-inches, the Darton sleeves are nearly twice as thick and can even be bored to 3.750-inches in naturally aspirated applications. The material is also far superior. Darton uses centrifugally spun cast ductile iron that boasts three to four times the tensile strength plus 3-4% elongation (ductility). The ductility of cast iron is zero, which means that the factory cylinder liners cannot move with the block. They simply crack. In addition, the increased tensile strength of the Darton sleeves mean that the cylinders stay rounder for better leakdown, less blow-by and wear on the cylinder. Tim Eicchorn of MPR says with this exact setup, their customers have made 1,500hp.
To remove the factory cylinder liners, MPR uses a Rottler CNC boring machine. Since there is no cam bore, the block is centered via the dowel pins, which is a bit more difficult. The factory specs are entered into the computer, so the machine does most of the work from that point forward.
If you are not familiar, the process of installing cylinder liners can be rather unnerving. Essentially MPR had to bore out each cylinder in four separate cuts, the final being 3.825-inches. This cuts through the factory liners and into the aluminum. Then a relief has to be cut for the sleeves flange, which must also be chamfered. And finally the block must be heated, so that the cylinder liners can be pressed in. Since this is a dry sleeve, they do not touch the coolant and there is little concern for leakage. The process requires a few special tools and extreme precision in cutting the block, which is why MPR employs a CNC machine to do the boring. In the end, the cylinders are considerably stronger, but also more serviceable. Should there be an issue with one of the cylinders, it can easily be replaced. Follow along as MPR Racing Engines puts together the foundation of SAM Tech's new Cobra Jet with extreme precision.
[envira-gallery id="3285"]
SOURCES:
Darton International
800-713-2786
www.darton-international.com
MPR Racing Engines
561-588-0188
School of Automotive Machinists and Technology
713-683-3817
www.samtech.edu

